 English
English
© 2019 Suzhou Tianzhijiao Precision Machinery Co.,Ltd. All rights reserved. Site Map Designed by iwonder.cn
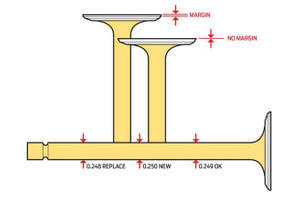
For a high-performance street car, at a minimum you want a precision, three-angle engine valve job with relatively wide seats able to stand up to years of hot rodding. centerless engin evalve grinding machine Quickie parts-store valve jobs won’t hack it on a hi-po street car, but neither will a full-competition job with angles and seat widths chosen to maximize high-lift flow on a race car. The latter may actually reduce low- and midrange performance in realistic street-cam lift ranges. With the advent of automated, single-pass valve-grinding machines, greater than three-angle or even blended valve jobs are becoming more common, but the principle is still to select angles that enhance flow in the cam's operating range.
The two challenges are related. The high feed rate demanded to hit volume targets required an automated solution. Hand placement or robotic pick-and-place systems would never be fast enough to get a part facing the grinding wheels every 1.2 seconds. However, the lopsided geometry of the parts meant that simply standing them on their sides to face the machine wouldn’t work, because the unbalanced parts would topple over.“If you didn’t have a feature on the part, you could feed them back-to-back, and they would support each other going through the machine,” says Glebar President John Bannayan. “With the shoulder, we needed a different approach.”
While solving the feed challenge was the biggest enabler for the high system throughput, Bannayan says Glebar engineers used other systems to ensure process capabilities as well. Laser scanners measure the valve seat components at various steps of the process to track grinding wheels’ performances. The system uses that data to adjust process parameters and keep production going.
“We perform on-the-fly diameter compensation on the parts as they’re going through the machine,” Bannayan explains. “We are taking diameter readings and crunching the data stream in real time. That processed data goes right into the controller for automatic size compensation.”
Sample parts are also taken off the machine to undergo more thorough roundness testing, something that can’t be done practically on the machine, Bannayan says, because the parts need to be rotated on a fixture to get full roundness measurement.
Engineers do compare the laser diameter measurements against the roundness tests to verify process data, and Bannayan says engineers use that comparative data to adjust and improve the system’s process capability.
“The customer could have gone to anybody for a through-feed engine valve grinding machine. The through-feed grinding operation was relatively simple, there was nothing magical about it,” Bannayan states. “The value we were able to provide was data gathering and processing, a unique part-feeding process, and the ability to automatically adjust size on the machine.”


Tianzhijiao specialied in engine valve grinding machine manufacturing and exporting, welcome to contact us for more machine details and quotation.
By continuing to use the site you agree to our privacy policy Terms and Conditions.