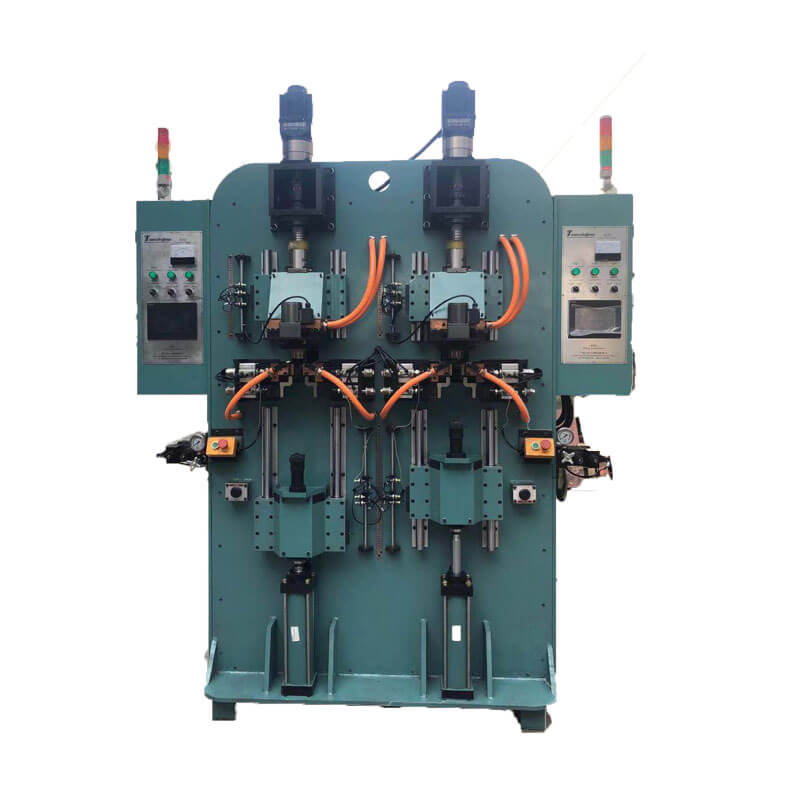
Double Statation electrical upsetting machine products is used for forging the round bar. As one of the most professional electrical upsetting machine products manufacturers in China, Tianzhijiao provides electrical upsetting machine products featured servo control, more accuracy and easy to operate.
|
Stem diameter :
|
|
|
Overall length :
|
|
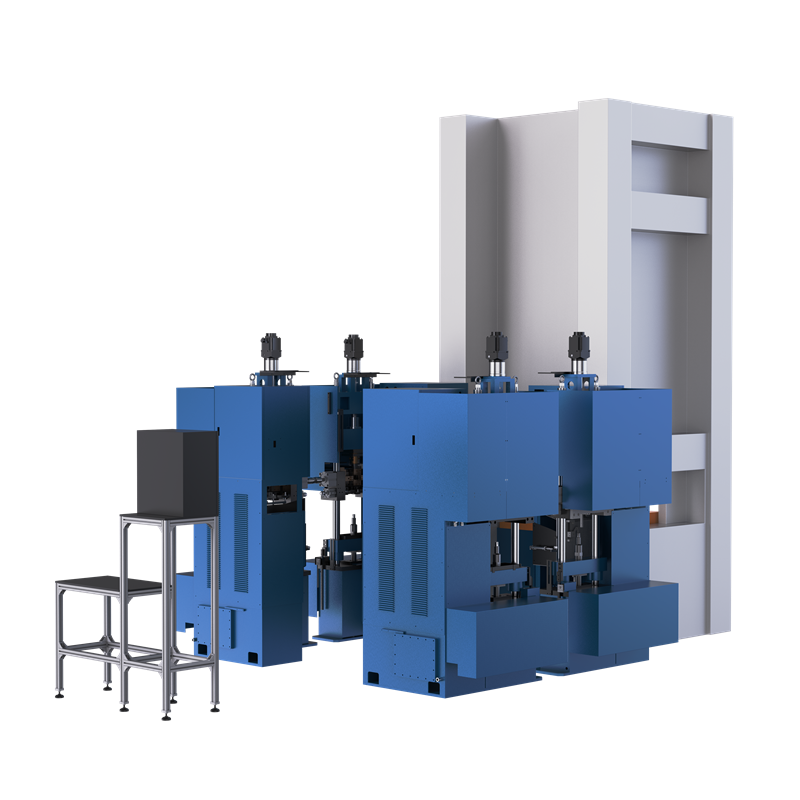
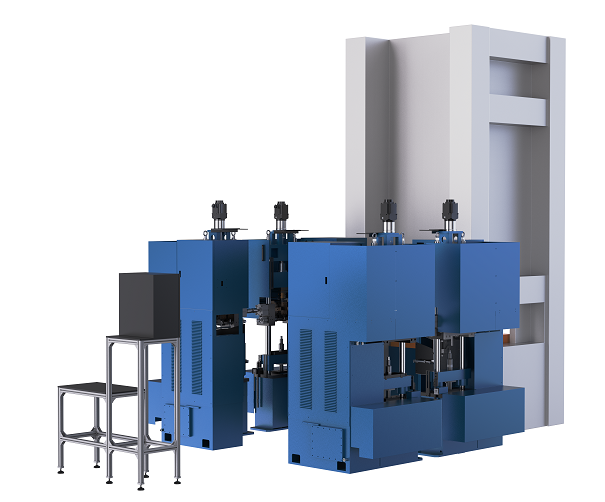
The fully automatic valve forging production line consists of four electric upsetting machines, one press machine, one six axis robot, a main control system, and other auxiliary systems.
Four electric upsetting machines and one press machine are distributed in a circular shape, and a six axis robot is installed on the center of the circle. The valve rod materials that need to be processed are manually placed into the upper side hoppers of four electric upsetting machines, and then sent to the electric heading machine for heating and forging by an intermittent feeding system.
Heating forging is controlled by adjusting the electric forging parameters. The garlic product that has been heated and forged is taken out by the robot's claw, and then sent to the concave die of the press through the robot's movement. The sliding block of the press machine goes down for forging and forming.
Processing range: diameter 4.5-7 mm, legth 100-180 mm.
Cycle time of the full set: 8 seconds / piece
It consists of servo system, deceleration system, guide block mechanism, anvil electrode, anvil seat and alloy conductive block.
The servo system drive the guide block. In the process to make sure forging force balance.
Anvil electrode adapt T2 electrolytic copper. Installed on guide block. Another side connection with transformer.
Anvil seat and guide block connect with anvil electrode.
It consists of clamping cylinder, guide mechanism, clamping electrode and jaws conductive block.
Add auxiliary support to prevent from bend.
Adapt low pressure circuit. Supply the oil by the motor driven the vine pump. The hydraulic valve is mounted on the integrated circuit block. Adapt proportional regulator.
Heating system
30 KVA single phase transformer. The heating current is controlled by dedicated Thyristor controller. Stepless regulator and constant current heating.
Conrol system
Mitsubishi system, Mitsubishi touch screen and Mitsubishi servo control system
| # | Name | Parameter |
| 1 | Max. working force | 6.3 Mpa |
| 2 | Max. forging force | 20KN |
| 3 | Max. Stroke of forging cylinder | 300 mm |
| 4 | Max. Stroke of anvil cylinder | 150 mm |
| 5 | Max. Stroke of clamping cylinder | 40 mm |
| 6 | Rod diameter | 5-8 mm |
| 7 | Max. length | 300 mm |
| 8 | Transformer power | 30 KVA |
| 9 | Frequency | 50 HZ |
 Engine valve
Fastener Round metal Bolts |

Tianzhijiao specialied in engine valve grinding machine manufacturing and exporting, welcome to contact us for more machine details and quotation.
By continuing to use the site you agree to our privacy policy Terms and Conditions.
 English
English