

© 2019年蘇州Tianzhijiao精密機械有限公司。 全著作権所有。 サイトマップ によって設計されたiwonder.cn


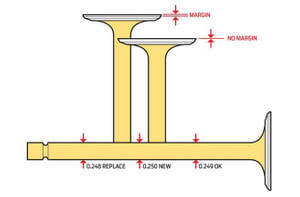
高性能の路上走行車には、最低でも長年の熱いローディングに耐えることができる比較的幅の広い座席を備えた、精密な3アングルエンジンバルブの仕事が必要です。センタレスエンジンバルブ研削盤 Quickieの部品店のバルブの仕事は、ハイポ路上の車ではそれをハックすることはできませんが、どちらもレースカーの高揚力の流れを最大にするために選択された角度とシート幅の完全競争の仕事ではありません。後者は、現実的なストリートカムリフト範囲では、低域および中域の性能を実際には低下させる可能性があります。自動化されたシングルパスのバルブ研削盤の出現により、3角以上、さらには混合バルブの仕事がより一般的になりつつありますが、それでもカムの動作範囲で流れを強化する角度を選択することが原則です。
2つの課題は関連しています。目標を達成するために要求される高い供給速度は自動化された解決策を必要とした。手による配置またはロボットによるピックアンドプレースシステムでは、部品が1.2秒ごとに砥石車に向くほど速くなることは決してありません。しかし、部品の幾何学的形状が偏っているため、機械に面する側にそれらを立てるだけではうまくいきません。アンバランスな部品が倒れてしまうからです。 GlebarのJohn Bannayanプレジデントは、次のように語っています。 「肩に、私たちは別のアプローチが必要でした。」
フィードの課題を解決することが、高いシステムスループットを実現する最大の要因でしたが、Bannayan氏は、Glebarのエンジニアは、プロセス能力も確保するために他のシステムを使用したと言います。レーザースキャナーは、研削砥石の性能を追跡するためにプロセスのさまざまなステップでバルブシート部品を測定します。システムはそのデータを使用してプロセスパラメータを調整し、生産を継続します。
「部品が機械を通過するときに、部品の直径補正をオンザフライで実行します」とBannayan氏は説明します。 「直径の読み取りを行い、データストリームをリアルタイムで処理しています。その処理されたデータは、自動サイズ補正のためにコントローラに転送されます。」
完全な真円度を測定するには、部品をフィクスチャ上で回転させる必要があるため、サンプルの部品も真円度テストのために機械から取り除かれます。
エンジニアはレーザー直径測定値と真円度テストを比較してプロセスデータを検証し、Bannayan氏はエンジニアがその比較データを使用してシステムのプロセス能力を調整および改善すると述べています。
「顧客はスルーフィードを求めて誰かに行った可能性があります。エンジンバルブ研削盤。スルーフィード研削作業は比較的簡単で、それについて魔法のようなものは何もありませんでした」とBannayanは言います。 「私たちが提供できたのは、データの収集と処理、独自の部品供給プロセス、そして機械のサイズを自動的に調整する機能でした。」
